Dispositivo de verificação abrangente
Dispositivo de verificação abrangente

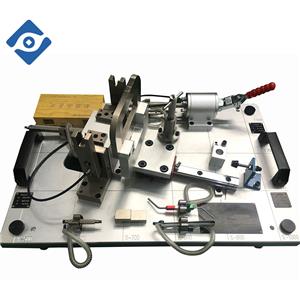
1. Placa de base: Carregamento de todos os tipos de peças necessárias para verificação, de forma a movimentar o todo.
2. Bucha de referência de medição: As três buchas de referência de medição são usadas como referência de medição para a inspeção após o processamento do dispositivo de verificação.
3. Suporte: Uma braçadeira (não mostrada) é instalada no suporte para prender a peça e posicioná-la firmemente.
4. Bloco de referência/localização: Localize com precisão as peças verificadas.
5. Peça: Peça a ser testada.
6. Coluna de suporte: Carregamento e localização do pino e da bucha.
7. Pino do parafuso: O erro de posição da superfície externa cilíndrica da peça pode ser detectado empurrando e puxando o pino do parafuso.
8. Bucha do parafuso: Localize com precisão o pino do parafuso.
9. Bloco de medição: O pino móvel (No.11) aciona o bloco de medição para verificação.
10. Sede de medição: Carregamento e localização do bloco de medição e pino móvel.
11. Pino móvel: o erro de perfil da superfície inferior da placa de pressão da peça pode ser detectado operando o pino móvel
A placa de base e o suporte do dispositivo de verificação são feitos de liga de alumínio, e o pino do parafuso é feito de aço temperado e revenido, com superfície lisa e limpa. Lubrifique o parafuso para mantê-lo lubrificado.
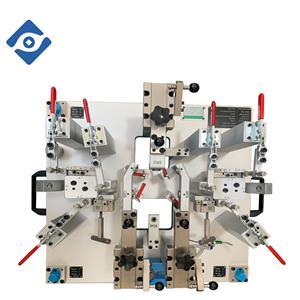
Use o método de verificação do acessório
Coloque o dispositivo de verificação na bancada, reajuste o pino do parafuso 7 e o pino móvel 11 do dispositivo de verificação e abra a braçadeira no suporte 3.
Pegue a peça, prenda o bloco do flange frontal da peça no bloco de referência 4 e pressione-o com a braçadeira no suporte 3.
Gire o pino do parafuso 7 de modo que o pino guia do parafuso 7 se encaixe na ranhura guia e desça. Se o parafuso puder ser inserido com sucesso no conector testado, fica provado que a posição do conector é qualificada.
Empurre o pino móvel 11 para a esquerda e o pino móvel pode ser deslocado para baixo. Ao mesmo tempo, observe visualmente a relação posicional entre o bloco de medição 9 e a placa de prensagem da peça ao longo da direção plana do bloco de medição 9. Se todas as posições da parte inferior da placa de prensagem forem invisíveis, está provado que a tolerância do perfil de a parte inferior da placa de pressão é qualificada.
Se todas as operações acima puderem ser concluídas com sucesso, a montagem do tubo estará qualificada e a verificação será concluída.
Aplicação de dispositivos de verificação
A análise do sistema de medição (MSA) mostra que o dispositivo de verificação atende aos requisitos de inspeção da montagem do tubo e uma peça de trabalho pode ser inspecionada a cada 10s durante a operação. É aplicado em todo o processo de inspeção da montagem do tubo, e a prática comprova que o dispositivo de verificação é simples e confiável na operação, além de atender integralmente aos requisitos de uso. Após cada 50.000 peças serem testadas ou usadas por meio ano, é necessário um novo teste dimensional abrangente.